 +90 (535) 543 76 74
+90 (535) 543 76 74 FLOATGLAS
FLOATGLAS GETÖNTES GLAS
GETÖNTES GLAS REFLEKTIERENDES GLAS
REFLEKTIERENDES GLAS LOW-E / SOLAR LOW-E GLASS
LOW-E / SOLAR LOW-E GLASS GEHÄRTETES GLAS
GEHÄRTETES GLAS DEKORATIVES GLAS
DEKORATIVES GLAS VERBUNDGLAS
VERBUNDGLAS DOPPELVERGLASUNGSSYSTEM
DOPPELVERGLASUNGSSYSTEM DREIFACHVERGLASUNGSSYSTEM
DREIFACHVERGLASUNGSSYSTEM LAMINIERUNGSVERFAHREN
LAMINIERUNGSVERFAHREN FLUGHÄFEN
FLUGHÄFEN KRANKENHÄUSER
KRANKENHÄUSER UNIVERSITÄT & SCHULE
UNIVERSITÄT & SCHULE HOTELS
HOTELS EINKAUFSZENTRUM
EINKAUFSZENTRUM WOHNGEBÄUDE
WOHNGEBÄUDE WOHN & GESCHÄFTSZENTRUM
WOHN & GESCHÄFTSZENTRUM ANDERE
ANDERESCHNEIDPROZESS
Seit vielen Jahren setzen wir unsere Aktivitäten fort, indem wir die Kundenzufriedenheit priorisieren.
SCHNEIDPROZESS
Für die Bearbeitung von Mikrorillen auf Gläsern werden Schneidverfahren mit Kugelfräsern diskutiert. Eine Oberfläche wird in unverformter Spanstärke von weniger als 1 μm am Anfang und am Ende des Schnitts während der Fräserdrehung veredelt. Das Fräsverfahren wird auf die Glasbearbeitung angewendet. Eine rissfreie Oberfläche kann in einer großen axialen Schnitttiefe von mehr als 10 μm veredelt werden. Da Glas fast keiner elastischen Verformung unterliegt, hat die Rauheit an einer Schneide in der Glasbearbeitung einen größeren Einfluss auf die Oberflächengüte als die der Metallbearbeitung. Die Drehachse des Werkzeugs ist geneigt, um die Oberflächengüte zu verbessern. Die Schneidprozesse werden modelliert, um die Wirkung der Werkzeugneigung auf die bearbeitete Oberfläche unter Berücksichtigung der Kantenrauheit zu zeigen. Die Werkzeugneigung gleicht die durch die Kantenrauheit im vorgestellten Modell induzierte Verschlechterung der Oberflächengüte aus. Die Verbesserung der Oberflächengüte wird in den Schnittversuchen mit der Werkzeugneigung nachgewiesen.
SCHNEIDPROZESS
Für die Bearbeitung von Mikrorillen auf Gläsern werden Schneidverfahren mit Kugelfräsern diskutiert. Eine Oberfläche wird in unverformter Spanstärke von weniger als 1 μm am Anfang und am Ende des Schnitts während der Fräserdrehung veredelt. Das Fräsverfahren wird auf die Glasbearbeitung angewendet. Eine rissfreie Oberfläche kann in einer großen axialen Schnitttiefe von mehr als 10 μm veredelt werden. Da Glas fast keiner elastischen Verformung unterliegt, hat die Rauheit an einer Schneide in der Glasbearbeitung einen größeren Einfluss auf die Oberflächengüte als die der Metallbearbeitung. Die Drehachse des Werkzeugs ist geneigt, um die Oberflächengüte zu verbessern. Die Schneidprozesse werden modelliert, um die Wirkung der Werkzeugneigung auf die bearbeitete Oberfläche unter Berücksichtigung der Kantenrauheit zu zeigen. Die Werkzeugneigung gleicht die durch die Kantenrauheit im vorgestellten Modell induzierte Verschlechterung der Oberflächengüte aus. Die Verbesserung der Oberflächengüte wird in den Schnittversuchen mit der Werkzeugneigung nachgewiesen.
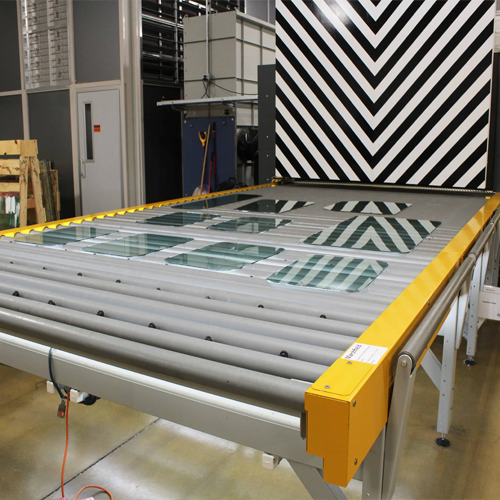
Auch wenn die heutige Technologie einen vollautomatischen Schneidprozess aller möglichen Glasformen ermöglicht, ist dennoch Handarbeit erforderlich.
Das Glasschneiden erfolgt an den Schneidemaschinen oder von Hand.
Mechanischer Prozess des Schneidens von Glas
Das mechanische Schneiden erfolgt auf den Schneidemaschinen Bottero und Bavelloni.
Für das mechanische Schneiden ist es notwendig, einen Plan zu erstellen, der entweder vorher mit dem Optimierungsprogramm Alcim erstellt oder vom Bediener selbst mit der Software an der Maschine selbst erstellt werden kann.
Glass milling is presented to machine microgroove on glass, which is a material of microtesting devices used in the bio and the chemical industries. The milling processes of glass are discussed with the change of the cutting forces during a rotation of the cutter. The measured cutting forces prove that the milling processes are performed in a ductile-brittle complex mode. Microgrooves, then, are machined on the glass plate with ball end mills made of tungsten carbide in a depth of cut more than 10 μm. The cutter axis is inclined in the feed direction to finish a crack-free surface at high cutting velocities. Der Schneidprozess mit der Neigung der Fräsachse wird mit der Präsentation eines Modells besprochen. Der Einfluss der Schnittbedingungen auf die Oberflächengüte wird in den Schnittversuchen gezeigt. Die Oberflächenrauheit beträgt beim Glasfräsen unter anwendungsweisen Schneidbedingungen weniger als 100 nm. Eine siebenachsige gesteuerte Werkzeugmaschine wird dann gebaut, um die Mikrokanäle auf den Glasplatten zu bearbeiten. Ein Bearbeitungsbeispiel wird gezeigt, um Glasfräsen auf die Herstellung der Mikroprüfgeräte anzuwenden.


 +90 (262) 375 32 11
+90 (262) 375 32 11