 +90 (535) 543 76 74
+90 (535) 543 76 74 FLOAT GLASS
FLOAT GLASS TINTED GLASS
TINTED GLASS REFLECTIVE GLASS
REFLECTIVE GLASS LOW-E / SOLAR LOW-E GLAS
LOW-E / SOLAR LOW-E GLAS TEMPERED GLASS
TEMPERED GLASS DECORATIVE GLASS
DECORATIVE GLASS LAMINATED GLASS
LAMINATED GLASS TRIPLE GLAZING SYSTEM
TRIPLE GLAZING SYSTEM DOUBLE GLAZING SYSTEM
DOUBLE GLAZING SYSTEM LAMINATION PROCESS
LAMINATION PROCESS AIRPORTS
AIRPORTS HOSPITALS
HOSPITALS UNIVERSITY & SCHOOL
UNIVERSITY & SCHOOL HOTELS
HOTELS SHOPPING MALL
SHOPPING MALL RESIDENTIAL BUILDING
RESIDENTIAL BUILDING RESIDENTAL & BUSINESS CENTER
RESIDENTAL & BUSINESS CENTER OTHERS
OTHERSCUTTING PROCESS
We have been continuing our activities for many years by prioritizing customer satisfaction.
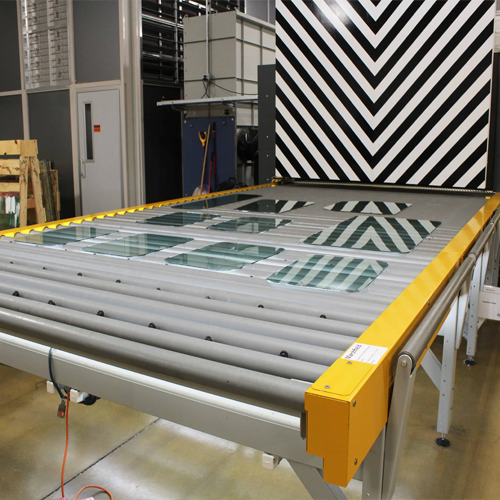
CUTTING PROCESS
Cutting processes with ball end mills are discussed for machining microgrooves on glasses. A surface is finished in undeformed chip thickness less than 1 μm at the beginning and at the end of the cut during the cutter rotation. The milling process is applied to glass machining. A crack-free surface can be finished in a large axial depth of cut more than 10 μm. Because glass undergoes almost no elastic deformation, roughness on a cutting edge in glass machining has a larger influence on surface finish than that of metal machining. The rotational axis of the tool is inclined to improve the surface finish. The cutting processes are modeled to show the effect of the tool inclination on the machined surface with considering the edge roughness. The tool inclination compensates for deterioration of the surface finish induced by the edge roughness in the presented model. The improvement of the surface finish is verified in the cutting experiments with the tool inclination.
CUTTING PROCESS
Cutting processes with ball end mills are discussed for machining microgrooves on glasses. A surface is finished in undeformed chip thickness less than 1 μm at the beginning and at the end of the cut during the cutter rotation. The milling process is applied to glass machining. A crack-free surface can be finished in a large axial depth of cut more than 10 μm. Because glass undergoes almost no elastic deformation, roughness on a cutting edge in glass machining has a larger influence on surface finish than that of metal machining. The rotational axis of the tool is inclined to improve the surface finish. The cutting processes are modeled to show the effect of the tool inclination on the machined surface with considering the edge roughness. The tool inclination compensates for deterioration of the surface finish induced by the edge roughness in the presented model. The improvement of the surface finish is verified in the cutting experiments with the tool inclination.
Even though today’s technology enables completely automatic cutting process of all possible shapes of glass, manual work is still required.
Glass cutting is carried out on the cutting machines or by hand.
Mechanical process of cutting glass
The mechanical cutting is carried out on the cutting machines Bottero and Bavelloni.
For the mechanical cutting it is necessary to make a plan which can be either previously prepared with the optimization program Alcim or made by the operator himself using the software on the machine itself.
Glass milling is presented to machine microgroove on glass, which is a material of microtesting devices used in the bio and the chemical industries. The milling processes of glass are discussed with the change of the cutting forces during a rotation of the cutter. The measured cutting forces prove that the milling processes are performed in a ductile-brittle complex mode. Microgrooves, then, are machined on the glass plate with ball end mills made of tungsten carbide in a depth of cut more than 10 μm. The cutter axis is inclined in the feed direction to finish a crack-free surface at high cutting velocities. The cutting process with the cutter axis inclination is discussed with presenting a model. The effect of cutting conditions on the surface finish is shown in the cutting experiments. The surface roughness is less than 100 nm in glass milling in applicable cutting conditions. A seven-axis controlled machine tool, then, is built to machine the microchannels on the glass plates. A machining example is shown to apply glass milling to manufacturing of the microtesting devices.


 +90 (262) 375 32 11
+90 (262) 375 32 11